|
|
|
|
|


Оставьте нам сообщение
Сертификация

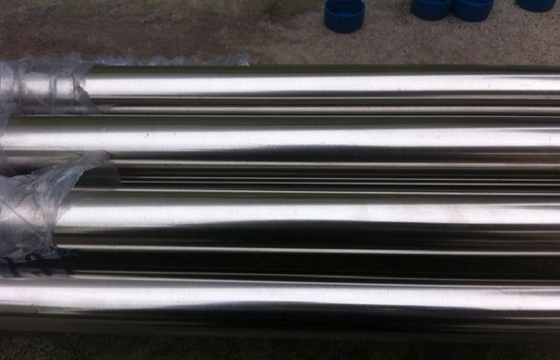
Заполированность зеркала трубопровода нержавеющей стали качества еды DIN17006 X5CrNi18-10
|
Подробная информация о продукте:
Оплата и доставка Условия:
|



Подробное описание продукта
| Технологии: | Горячекатаный, нарисованный холод - | Материалы DIN: | 1,4301, 1,4306 etc |
|---|---|---|---|
| Выделить: | санитарные нержавеющая сталь трубы,Труба нержавеющей стали качества еды |
||
Заполированность зеркала трубопровода нержавеющей стали качества еды DIN17006 X5CrNi18-10
Быстрая деталь:
- Название продукта: Пробка нержавеющей стали еды DIN17006 X5CrNi18-10 безшовная, заполированность зеркала
- Внешний диаметр: 8mm-101.6mm
- Толщина: 0.3mm-2.0mm
- Форма: Круглая пробка, квадратная пробка, пробка Rectanguar
- Условие Delivey: Холодный - нарисованный, горячекатаный
- Тип: Безшовный & сваренный
Описание:
- Но. деталя продукта: сталь 0011foodtube-Cosco
- Паковать: Деревянная коробка
- Отростчатый метод: Холодный - нарисованный/горячекатаный
- Поверхностная отделка: Маринующ, обжигающ, заполированность руководства и механически заполированность, заполированность зеркала
- Маркировать: Зарегистрированный логос, номер жары, ранг, стандартная
- Код H.S: 7304,4190
Применения:
Мы, пробка этого типа безшовная и сваренная еды стальная широко были использованы в видах индустрий:
1) петролеум, химическое предпринимательство, супер подогреватель боилера, теплообменного аппарата
2) Высокотемпературная упорная труба жидкости передачи в электростанции
3) Корабль с трубой давления
4) Прибор очищения вытыхания
5) Конструкция и орнамент
Процесс производства трубы нержавеющей стали:
Процесс начинает с образованием сваренной пробки матери на стане пробки от импортированных и испытанных основных прокладок нержавеющей стали качества. Использован самый последний метод заварки электрода TIG multi для главных качества сварки и сплавливания 100%, при аргон продувая, никакой добавленный наплавной металл.
Эти пробки матери разрешение обожженное на D. 1060 D. 1100 C в отжигательной печи непрерывного действия следовать немедленный гасить для того чтобы предотвратить высыпание карбида хромия.
Отжиг клубня матери обеспечивает:
A) Удаление усилия наведенное во время формировать и волочения в холодном состоянии пробки:
B) Достаточные дуктильность и размягченность для волочения в холодном состоянии:
C) Преобразование зоны сварки к аустенитовой природе,
D) Кристаллизация Re металлических зерен к коррозионной устойчивости первоначально формы и таким образом улучшать.
Во время отжига, маштабы сформированы на поверхности пробок. Для того чтобы извлечь эти, пробки замаринованы путем погружать в горячее маринуя разрешение сделанное из азотноводородной кислоты, серной кислоты и плавиковой кислоты.
Пробки после этого покрыны при правильная смазка и после этого холод - нарисованные над a нарисовал стенд:
1) Поменять металлургическую структуру и восстановить свойства к материалу родителя:
2) Достигнуть пробки имея более близкие допуски размеров:
3) Достигнуть пробки имея более близкие допуски размеров:
4) Произвести трубопровод более малой толщины размера и стены.
5) Переориентировать зернистую структуру части сварки с тем из материала родителя и
6) Для того чтобы извлечь/уменьшите внутренний шарик.
Чертеж следовать последующим отжигом и мариновать для того чтобы восстановить свойства всей пробки к тому из материала родителя. Пробки после этого passiated для того чтобы impart экстренная коррозионная устойчивость. В дальнейшем каждая пробка электрически маркирована с материальной рангом, размером и изготовляя стандартом.
Технические примечания:
Химический состав & механически свойство
| Материал | 201 | 202 | 304 | 316 | 430 |
C | ≤0.15 | ≤0.15 | ≤0.08 | ≤0.08 | ≤0.12 | |
Si | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | |
Mn | 5.5-7.5 | 7.5-10 | ≤2.00 | ≤2.00 | ≤1.00 | |
P | ≤0.06 | ≤0.06 | ≤0.045 | ≤0.045 | ≤0.040 | |
S | ≤0.03 | ≤0.03 | ≤0.030 | ≤0.030 | ≤0.030 | |
Cr | 16-18 | 17-19 | 18-20 | 16-18 | 16-18 | |
N | 3.5-5.5 | 4-6 | 8-10.5 | 10-14 |
| |
Mo |
|
|
| 2.0-3.0 |
| |
| Материальный деталь | 201 | 202 | 304 | 316 | |
Прочность на растяжение (Mp a) | ≥535 | ≥520 | ≥520 | ≥520 | ||
Прочность выхода (Mp a) | ≥245 | ≥205 | ≥205 | ≥205 | ||
Выдвижение | ≥30% | ≥30% | ≥35% | ≥35% | ||
Твердость (HV) | <253> | <253> | <200> | <200> | ||
Наше преимущество
- Светлая закалка
- Строгое управление допуска
- Система хорошего качественного контрола
- Хороший обслуживаний после продажи
- Хороший пакет
Контактная информация
China Alloys Products Directory
Оставьте вашу заявку
Больше Безшовный трубопровод нержавеющей стали
-
Трубка нержавеющей стали безшовной трубы нержавеющей стали большого диаметра безшовная
-
безшовная пробка нержавеющей стали 200 и 300
-
трубопровод нержавеющей стали капилляра ss304 безшовный с стандартом GB
-
Размер 9.53mm x трубопровода нержавеющей стали ASTM A213 безшовный SWG 22 1,4404/1,4401/1,4407
-
Безшовная трубка ASTM A312 A269 нержавеющей стали TP304/304L
-
трубка 310S 409 нержавеющей стали 00cr17ni14mo2 теплообменного аппарата 10mm безшовная 430 420